Aller au contenu
Aller au contenu Les poudres pharmaceutiques non traitées présentent souvent de mauvaises propriétés de fluidité. Elles ont tendance à se disperser sous forme de poussière et à former des agglomérats. Ces problèmes entraînent une alimentation irrégulière lors de la compression. Il en résulte d'importantes variations de poids entre les comprimés, ce qui est inacceptable compte tenu des exigences strictes en matière de dosage.
La granulation résout ce problème en transformant cette poudre libre en petits granulés uniformes qui s'écoulent facilement, ce qui permet une compression homogène. La granulation en lit fluidisé présente un avantage certain par rapport aux autres méthodes, car elle regroupe les étapes de mélange, de mouillage et de séchage au sein d'une seule et même unité, éliminant ainsi les transferts intermédiaires de matière.
Source de la vidéo : Glatt.
Aspects spécifiques de l'approche par lit fluidisé
L'ancienne méthode de granulation par voie humide comporte plusieurs étapes. Mélangez votre poudre dans une première machine. Ajoutez un liant liquide. Pétrissez le tout. Transférez la masse humide vers un séchoir à plateaux ou un séchoir à lit fluidisé. Attendez plusieurs heures. Transférez-la à nouveau vers un broyeur. Tamisez-la pour obtenir la granulométrie souhaitée. Chaque transfert augmente le risque d'encrassement, de perte de produit et d'erreurs de mélange.
Le procédé à lit fluidisé permet d'éviter plusieurs étapes de transfert. L'air chauffé maintient les particules en suspension dans une seule chambre de traitement, ce qui permet l'application du liant et le séchage ultérieur de se dérouler successivement dans le même espace. Pas de transfert à l'état humide. Pas de séchoir séparé. Le broyage post-traitement est souvent inutile, car les granulés obtenus correspondent généralement d'emblée à la distribution granulométrique visée.
La durée totale du traitement varie entre 30 et 90 minutes, en fonction de l'échelle et des spécificités de la formulation. La granulation humide traditionnelle à haut cisaillement, en revanche, nécessite plusieurs machines spécialisées et des délais de production nettement plus longs.
Chargement et mélange à sec
Tout commence par l'introduction des matières premières dans la cuve de fabrication. Le principe actif est versé en premier, suivi des excipients et des adjuvants qui constituent la majeure partie de la formulation du comprimé. Du lactose ou du mannitol servent d'excipients. Un liant sec, tel que le PVP ou l'HPC, sous forme de poudre. Parfois, un désintégrant est également ajouté à ce stade, selon la conception de la formule.
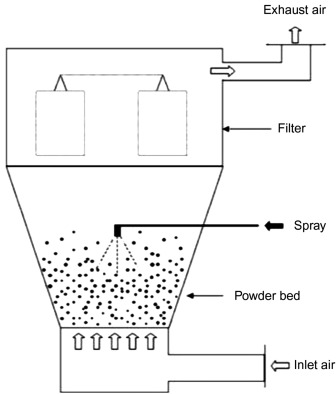
Une fois le chargement terminé, le système pneumatique se met en marche et soulève le lit de poudre. De l'air chauffé est injecté par une plaque de distribution perforée située sous la cuve de produit. Ce flux d'air fluidifie le lit de poudre, ce qui augmente la température du matériau tout en assurant un mélange sec homogène avant la phase d'ajout du liant.
Le mélange à sec initial dure généralement entre 5 et 10 minutes. Si vous bâclez cette étape, vous en paierez le prix plus tard : une concentration inégale du principe actif dans les comprimés. Si, à ce stade, le principe actif n’est pas réparti uniformément dans la poudre, le fait de pulvériser un liant sur un mélange mal préparé ne fait que perpétuer ce problème.
Fonctionnement du spray liant
Une fois que le mélange sec est homogène et à la bonne température, le système de pulvérisation se met en marche. La solution de liant est acheminée par un système de pompage vers une buse de pulvérisation située dans la zone de traitement. L'air d'atomisation divise ensuite le jet de liquide, créant ainsi un brouillard de gouttelettes finement dispersées.
Ces gouttelettes entrent en collision avec les particules en lit fluidisé, mouillant localement leurs surfaces et activant les propriétés adhésives du liant. Les collisions entre particules dans cet état de mouillage entraînent la formation de ponts liquides, déclenchant ainsi l'agglomération. Au fil du temps, ces agrégats se transforment en granulés.
La taille des granulés dépend d’un bras de fer entre le mouillage et le séchage. Le jet d’eau apporte de l’humidité. L’air chaud l’évacue. Lorsque ces deux forces s’équilibrent, les granulés se forment à un rythme régulier et contrôlé. Si l’on fait pencher la balance vers un excès d’humidité, le lit se retrouve inondé. Les grains s’agglomèrent en gros morceaux. Si l’on fait pencher la balance dans l’autre sens, le liant sèche en plein vol. Rien ne colle. La poudre reste en vrac.
Trouver ce point d'équilibre est, en toute honnêteté, la partie la plus difficile du développement d'un nouveau procédé de granulation en lit fluidisé. Une fois trouvé, cependant, il se maintient remarquablement bien d'un lot à l'autre.
L'emplacement de la buse change tout
La pulvérisation par le haut est la configuration standard. La buse est suspendue au-dessus du lit et pulvérise le liant vers le bas. Les gouttelettes tombent à travers l'air ascendant et se déposent sur les grains situés en dessous. Cela permet d'obtenir des granulés poreux à dissolution rapide. La plupart des mélanges destinés à la fabrication de comprimés à dissolution rapide utilisent la pulvérisation par le haut.
La pulvérisation par le bas, également appelée « méthode Wurster », consiste à orienter la buse vers le fond de la chambre. Les particules sont transportées pneumatiquement vers le haut à travers une cloison centrale, passant directement à travers le jet atomisé avant de redescendre le long des parois de la chambre. Ce mouvement cyclique permet d'obtenir des granulés très denses et uniformes et constitue la configuration standard pour l'application de revêtements fonctionnels.
Le système de pulvérisation latérale permet de fixer la buse au mur. Un disque rotatif situé à la base maintient la poudre en mouvement. Moins courant, ce système produit toutefois des granulés très denses et ronds, adaptés à des applications spécifiques.
La phase de séchage
Une fois que les granulés ont atteint la taille souhaitée, la pulvérisation de liant s'arrête. L'air chaud continue de circuler. À ce stade, la machine fait uniquement office de séchoir.
L'eau présente en surface s'évapore en premier. L'air chaud balaye la surface de chaque granule et l'évacue rapidement. Une fois la surface sèche, l'eau emprisonnée plus en profondeur doit remonter lentement vers l'extérieur avant de pouvoir s'échapper. Cette deuxième phase se déroule beaucoup plus lentement.
Le séchage se poursuit jusqu’à ce que les granulés atteignent le taux d’humidité souhaité. Pour la plupart des produits pharmaceutiques, ce chiffre se situe entre 1% et 3%. Si l'on descend en dessous de 1%, les granulés deviennent cassants, se fissurent lors de la manipulation et libèrent des particules fines qui obstruent les systèmes en aval. Si l'on reste au-dessus de 3%, le principe actif qu'ils contiennent risque de se dégrader pendant le stockage.
Des capteurs installés dans la chambre surveillent en permanence la température et l'humidité de l'air évacué. Lorsque l'humidité de l'air évacué diminue et se stabilise, le produit est sec. Certaines installations plus récentes utilisent également des sondes à infrarouge proche orientées vers le lit de granulés afin de mesurer l'humidité de ces derniers sans avoir à prélever d'échantillon.
Ce qui en ressort et la suite des événements
Les granulés finis sont déversés du lit fluidisé dans un bac de récupération. Dans la plupart des installations fonctionnant par lots, la cuve de produit bascule ou une vanne située au fond s'ouvre, et la gravité fait le reste.
Avant de passer à l'étape suivante, les granulés sont généralement tamisés. Non pas parce qu'ils nécessitent un broyage intensif, comme c'est le cas pour les granulés obtenus par voie humide, mais pour briser les gros agglomérats qui se sont formés près de la buse ou le long des parois de la cuve. Un rapide passage dans un tamis à mailles larges suffit.
Les granulés sont ensuite acheminés vers un mélangeur où ils sont brièvement mélangés à un lubrifiant, généralement du stéarate de magnésium. Le lubrifiant empêche les granulés de coller aux matrices de la presse lors de la fabrication des comprimés. Si le mélange est trop long, la dureté des comprimés diminue ; s’il est trop court, la presse accroche et les granulés collent. Une brève période de mélange, de deux à cinq minutes, est généralement suffisante.
Le mélange lubrifié final est ensuite acheminé vers un équipement de compression ou d'encapsulation. Des granulés correctement fabriqués garantissent des performances optimales de la machine, ce qui permet d'obtenir des caractéristiques physiques homogènes pour la forme galénique finale.
Les variables de processus et ce qu'elles contrôlent
Quelques paramètres seulement déterminent le résultat final. Il suffit d'en modifier un seul pour que le résultat change, parfois d'une manière qui n'apparaît qu'une fois que les tablettes sont soumises aux tests.
Température de l'air d'admission. Détermine la vitesse à laquelle l'eau s'écoule du lit. Dans le secteur pharmaceutique, la température se situe généralement entre 40 °C et 80 °C. Si vous optez pour une température élevée, le séchage l'emporte sur l'humidification. Les granulés restent petits car le liant sèche avant d'avoir pu lier un grand nombre de grains entre eux. Si vous optez pour une température basse, l'humidité s'accumule. Les granulés grossissent, mais le lit risque d’être inondé si vous ne faites pas attention.
Débit d'air. Permet de régler le niveau de flottabilité du lit. S'il n'y a pas assez d'air, la poudre ne se soulève pratiquement pas. Les grains restent immobiles au lieu de se mélanger, le liant se dépose de manière inégale et les granulés sont projetés dans tous les sens. Trop d'air envoie les fines directement dans les filtres d'échappement. Le réglage optimal permet à l'ensemble de flotter et de tourbillonner sans que le produit ne soit expulsé du lit.
Débit de pulvérisation. La vitesse à laquelle le liquide liant pénètre dans le lit. C'est la variable qui pose le plus de problèmes lors du développement. Si l'on pulvérise plus vite que l'air ne peut sécher, le lit est inondé. Si l'on pulvérise plus lentement que nécessaire, le liant s'évapore avant d'avoir pu jouer son rôle. L'ajustement du débit de pulvérisation en fonction de la capacité de séchage est ce qui mobilise la majeure partie des efforts de développement.
Pression d'air de la buse. Permet de régler la taille des gouttes sortant de la buse. Une pression plus élevée produit une brume plus fine qui recouvre davantage de surface de grains à la fois. Une pression plus faible produit des gouttes plus grosses qui se déposent sur moins de points et ont tendance à former des granulés grumeleux et irréguliers.
Résistance du liant. Un mélange de liant plus épais (par exemple, du PVP 10% par opposition au 5%) donne des gouttes plus collantes. Ces gouttes plus collantes forment des granulés plus gros et plus denses. Mais si l’on va trop loin, les granulés dépassent la taille souhaitée ou se transforment en grumeaux durs qui résistent lorsqu’on tente de les comprimer en comprimés.
Procédé discontinu par lots ou continu
La plupart des opérations de granulation en lit fluidisé dans l'industrie pharmaceutique se déroulent selon un procédé discontinu. On charge la cuve, on lance le cycle, on décharge le produit, on nettoie, puis on recommence. Le mode discontinu est plus facile à suivre, plus simple à valider et plus facile à maîtriser en cas de problème. Un lot défectueux reste un lot défectueux. Dans un système en continu, un problème peut se propager sur plusieurs heures de production avant que quelqu'un ne le détecte.
Cela dit, la granulation en lit fluidisé en continu gagne du terrain. Les équipements sont plus compacts. Le rendement par pied carré de surface au sol est plus élevé. Pour les produits fabriqués 24 heures sur 24 en grands volumes, l'analyse des coûts fait très vite pencher la balance en faveur de la granulation en continu.
Les systèmes en continu alimentent la poudre à une extrémité d'un long lit fluidisé, pulvérisent un liant dans une zone centrale et expulsent les granulés secs à l'autre extrémité. La durée de séjour de la poudre dans le lit dépend de la profondeur de celui-ci et de la vitesse de l'air. Des sondes mesurant l'humidité et la granulométrie surveillent le produit en temps réel et signalent toute dérive avant qu'elle ne devienne un véritable problème.
Problèmes courants sur la ligne
Effondrement du lit. La poudre fluidisée s'affaisse soudainement et cesse de se déplacer. Ce phénomène se produit généralement lorsque le débit de liquide ajouté dépasse la capacité d'évaporation du système, ce qui entraîne un excès d'humidification du matériau et la perte de fluidisation. Les mesures correctives consistent notamment à réduire le débit de pulvérisation, à augmenter la température de l'air d'admission ou à accroître le débit d'air du procédé.
La colle sèche en plein air. Le liquide se transforme en poussière avant d'atteindre la poudre. Les granulés ne se forment jamais vraiment. La taille des particules après pulvérisation reste inchangée par rapport à l'état sec initial. Pour remédier à ce problème, réduisez la température d'entrée, augmentez le débit de liant ou abaissez la position de la buse.
Large gamme de tailles. La distribution granulométrique obtenue présente une forte bifurcation. Parmi les causes principales, on peut citer des schémas de fluidisation irréguliers, des obstructions partielles des buses ou un débit de liant irrégulier. Le dépannage doit porter principalement sur l'inspection de la plaque de distribution, le débouchage des voies d'atomisation et la vérification de l'étalonnage de la pompe.
Trop d'amendes après le séchage. Les granulés se brisent lors de leur manipulation. Parmi les causes possibles, on peut citer une concentration insuffisante en liant, un choix inapproprié de liant ou un séchage excessif rendant les granulés friables. Pour y remédier, il convient soit d'ajuster la formulation afin d'y inclure davantage de liant, soit de réduire la durée de séchage final.
Des trucs collés aux murs. L'accumulation de matière à l'intérieur de la chambre indique un excès d'humidification. Ce phénomène se produit lorsque le jet atomisé entre en contact avec les parois latérales ou lorsque le volume de liquide dépasse le débit d'air disponible. Pour remédier à ce problème, il convient de repositionner le pistolet pulvérisateur et de réduire le débit.
Conclusion
Le regroupement de plusieurs opérations unitaires au sein d'une seule chambre de traitement permet de réaliser d'importants gains d'efficacité. Pour que la mise en œuvre soit réussie, il est nécessaire d'équilibrer avec soin les variables thermodynamiques, notamment en adaptant l'apport de liquide à la capacité d'évaporation tout en surveillant la dynamique de fluidisation. Une exécution correcte permet d'obtenir un produit intermédiaire robuste, parfaitement adapté à un traitement en aval à grande vitesse.